









































































































.jpg)



























































































































































Будьте в курсе!
Новости, обзоры и акции
Войти как пользователь:








Новости, обзоры и акции




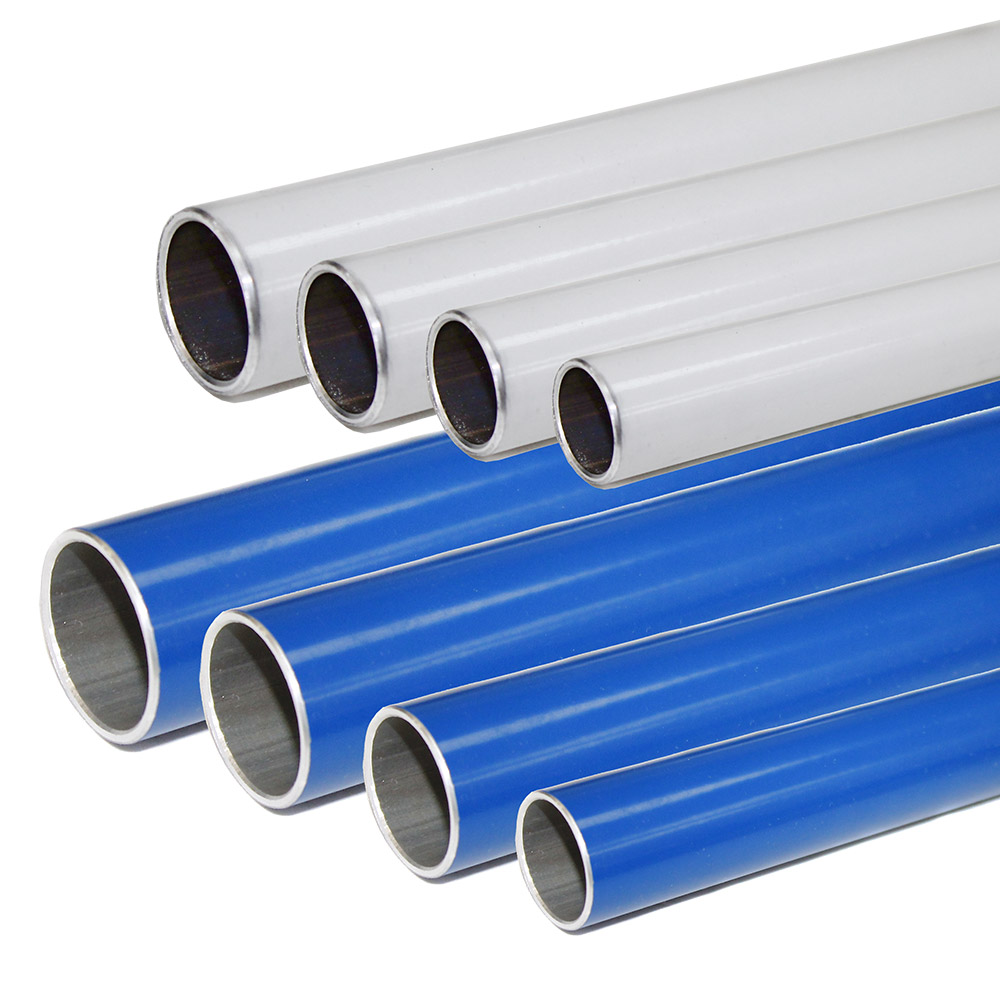
В ассортименте каталога «МАГИМЭКС» представлено обширное множество оборудования, охватывающее потребности многих секторов. Ключевой категорией является промышленная пневматика, которая включает в себя различные устройства и системы для автоматизации производственных процессов, а также для улучшения эффективности и безопасности труда.
Продукция, представленная в каталоге, находит применение в следующих отраслях:
Стандарты качества и надежности нашей продукции достигаются благодаря прямым поставкам от ведущих мировых производителей. Это позволяет не только гарантировать долговечность и высокую функциональность пневматики, но и предлагать клиентам продукцию по конкурентоспособным ценам. Таким образом, оборудование «МАГИМЭКС» становится незаменимым решением для множества задач в различных отраслях промышленности, предлагая оптимальное соотношение цены и качества.
Выбор в пользу компании «МАГИМЭКС» — это выбор надежности и профессионализма. Мы не только предоставляем доступ к высококачественному оборудованию, но и обеспечиваем полный комплекс услуг, который начинается с момента консультации и подбора необходимых устройств и заканчивается оперативной доставкой и послепродажным обслуживанием.
Сотрудничая с нами, клиенты получают значительные преимущества благодаря прямым поставкам от производителей, что позволяет нам предложить лучшие цены на рынке. Кроме того, наличие собственного склада и опытная сервисная служба гарантируют быструю и качественную реализацию проектов любой сложности. Мы ставим перед собой задачу не просто продать оборудование, но и обеспечить его эффективную эксплуатацию на протяжении всего срока службы.
Новости, обзоры и акции

|